




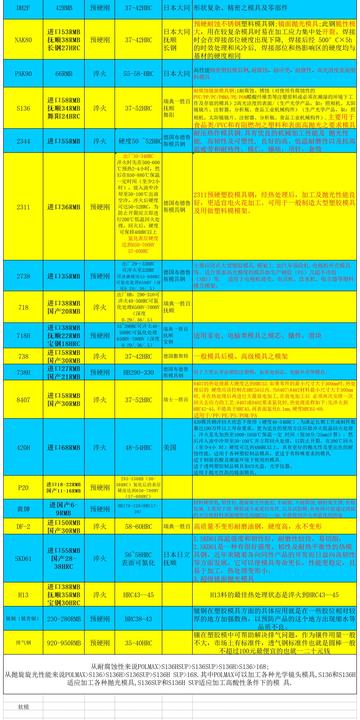
模具钢的性能
0
睫毛膏加口红
切削加工性能对于大型、复杂和精密的挤压和注射模具,通常预硬化到28-35HRC之间,再进行切削和磨削加工至所要求的尺寸和精度后,直接投入使用,从而避免了热处理变形、氧化和脱碳的缺陷。加入易切削元素S、Co和稀土,用以改善硬钢的切削加工性能。
2021-07-25
模具钢的性能
0
hangin
淬透性和淬硬性淬透性主要取决于钢的化学成分和淬火前的原始组织状态;淬硬性则主要取决于钢中的含碳量。对于大部分的冷作模具钢,淬硬性往往是主要的考虑因素之一。对于热作模具钢和塑料模具钢,一般模具尺寸较大,尤其是制造大型模具,其淬透性更为重要。另外,对于形状复杂容易产生热处理变形的各种模具,为了减少淬火变形,往往尽可能采用冷却能力较弱的淬火介质,如空冷、油冷或盐浴冷却,为了得到要求的硬度和淬硬层深度,就需要采用淬透性较好的模具钢。
2021-03-13
模具钢的性能
0
西部骆驼
P20钢材是一种德国塑胶模具钢型号,最早的是P20M,紧接着P20H,P20Ni相继问世。P20M钢材适用于制作塑料模和压铸低熔点金属的模具材料。此钢具有良好的可切削性及镜面研磨性能。化学成份碳C:0.38锰Mn:1.30铬Cr:1.85钼Mo:0.40硫S:0.008使用方法P20M钢材已预先硬化处理至285-330HB(30-36HRC),与瑞典618德国GS-2311状态相当,可直接用于制模加工,并具有尺寸稳定性好的特点,预硬钢材才可满足一般用途需求,模具寿命可达50W模次。加硬处理为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上氮化处理氮化处理可得到高硬度表层组织,氮化后的表层硬度达到650-700HV(57-60HRC)模具寿命可达到100万次以上,氮化层具有组织致密,光滑特点,模具的脱模性及抗湿空气及碱液腐蚀性能提高。
2021-09-02
